Hiện tượng kéo sợi, hay còn gọi là “stringing”, là một vấn đề phổ biến mà nhiều người đam mê in 3D tại Việt Nam thường xuyên gặp phải. Tình trạng này xảy ra khi đầu phun của máy in tạo ra những sợi nhựa nhỏ li ti trong quá trình di chuyển giữa các phần khác nhau của mô hình in. Những sợi nhựa không mong muốn này có thể làm hỏng bề mặt hoàn thiện của vật thể và khiến công đoạn hậu kỳ trở nên khó khăn. Để khắc phục triệt để vấn đề này, đòi hỏi sự kiên nhẫn và thử nghiệm với nhiều cài đặt slicer khác nhau, từ đó giúp bạn tiết kiệm thời gian, tiền bạc và công sức về lâu dài, mang lại những bản in chất lượng cao.
Tin vui là có rất nhiều phương pháp hiệu quả để giải quyết hiện tượng kéo sợi. Bằng cách điều chỉnh các thông số một cách khoa học, bạn hoàn toàn có thể loại bỏ những sợi nhựa khó chịu này. Hãy cùng caphecongnghe.com khám phá 10 giải pháp tối ưu, giúp máy in 3D của bạn hoạt động mượt mà và cho ra những sản phẩm hoàn hảo nhất.
1. Điều Chỉnh Tốc Độ In Tổng Thể
Tìm kiếm sự cân bằng giữa thời gian và chất lượng bản in
Bạn có thể giảm tốc độ in tổng thể của máy để hạn chế tình trạng kéo sợi. Tốc độ in chậm hơn đồng nghĩa với việc đầu phun sẽ ít bị rỉ nhựa hơn khi di chuyển, giữ cho vật liệu ổn định tại chỗ cho đến khi sẵn sàng được đùn ra.
Tuy nhiên, bạn không nên giảm tốc độ quá nhiều. Nếu in quá chậm, quá trình in sẽ kéo dài hơn và có thể khiến một số khu vực phức tạp bị quá nhiệt. Vì vậy, tốt nhất là nên thực hiện một vài bản in thử nghiệm với các tốc độ khác nhau để tìm ra cài đặt phù hợp nhất. Mục tiêu là tìm được tốc độ không gây ra quá nhiều hiện tượng kéo sợi nhưng vẫn đảm bảo bản in chắc chắn và chính xác. Khi đã tìm được tốc độ tối ưu, hãy ghi lại để sử dụng cho các lần in sau, giúp bạn tiết kiệm thời gian và đảm bảo chất lượng bản in hoàn hảo mọi lúc.
2. Tăng Tốc Độ Di Chuyển (Travel Speed) Của Đầu Phun
Di chuyển nhanh chóng để giảm thiểu sự rỉ nhựa không mong muốn
Một cách khác để khắc phục hiện tượng kéo sợi là tăng tốc độ di chuyển của đầu phun khi nó không thực hiện quá trình đùn nhựa. Đây được gọi là “travel moves”. Việc tăng tốc độ di chuyển có thể rút ngắn thời gian đầu phun không hoạt động, từ đó giảm khả năng nhựa bị rỉ ra thành những sợi mỏng gây khó chịu.
Tuy nhiên, việc tăng tốc độ quá cao có thể gây ra một số vấn đề như tạo áp lực quá lớn lên máy in hoặc xuất hiện các đường in không mong muốn. Để tìm tốc độ hoàn hảo, hãy thử tăng dần tốc độ và in một mẫu thử nghiệm. Nếu hiện tượng kéo sợi được cải thiện, bạn có thể tiếp tục điều chỉnh cho đến khi tìm được sự cân bằng phù hợp. Mặc dù thay đổi tốc độ di chuyển đơn thuần có thể không giải quyết được tình trạng kéo sợi nghiêm trọng, nhưng khi kết hợp với tốc độ in chậm hơn và các mẹo khác, nó sẽ giúp giảm đáng kể những giọt nhựa rỉ ra.
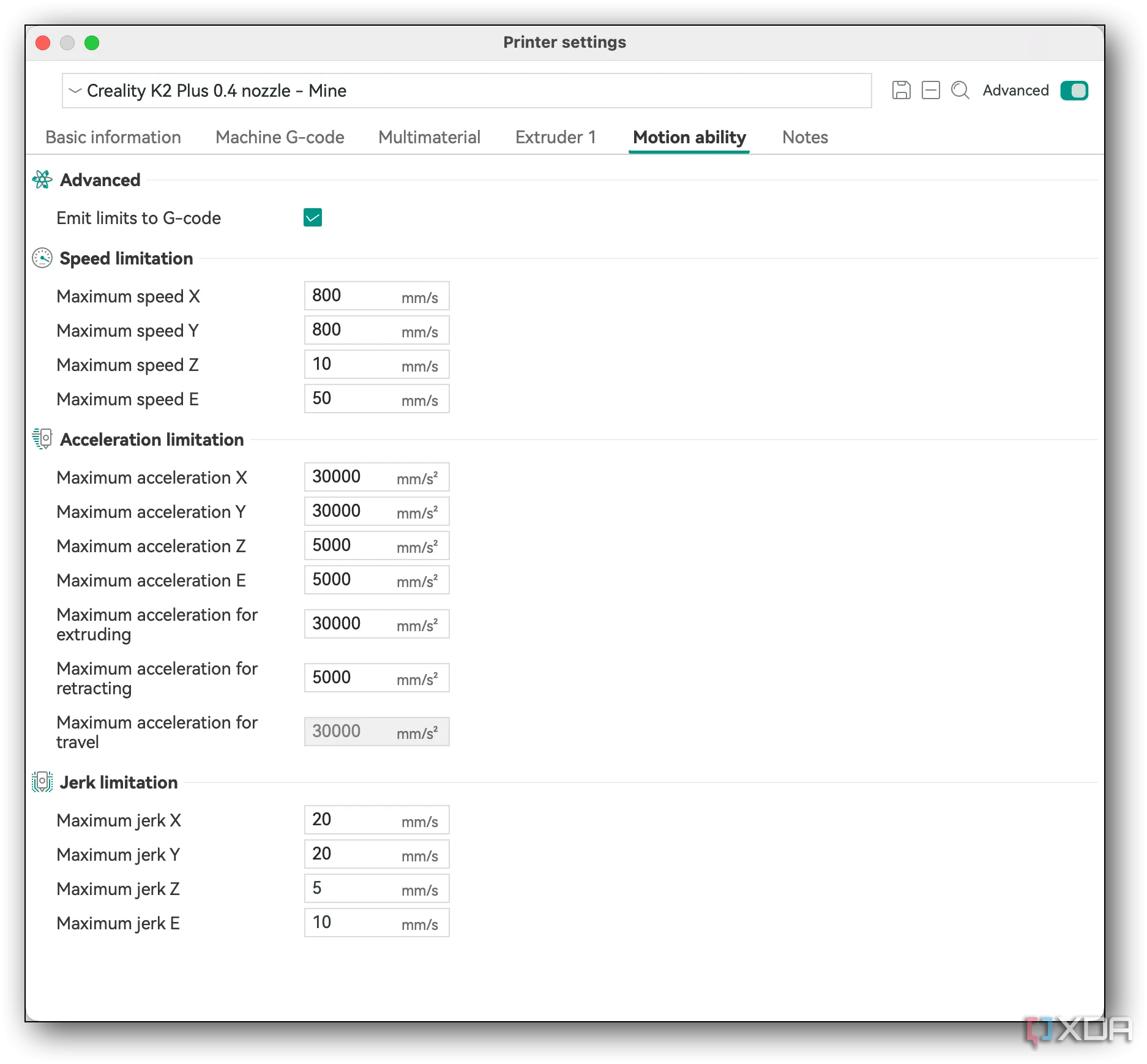 Cài đặt tốc độ di chuyển (Travel Speed) trong phần mềm Cura để giảm hiện tượng kéo sợi
Cài đặt tốc độ di chuyển (Travel Speed) trong phần mềm Cura để giảm hiện tượng kéo sợi
3. Sử Dụng Tính Năng Combing Hoặc Perimeter Avoidance
Chuyển hướng đường đi của đầu phun để giảm thiểu sợi nhựa
Hầu hết các phần mềm slicer đều có một cài đặt giúp đầu phun di chuyển bên trong các khu vực đã được in. Tính năng này, được gọi là “combing” hoặc “avoid crossing perimeters” (tránh cắt qua các đường viền), định hướng đầu phun đi theo các đường an toàn hơn, tránh phải di chuyển qua các khoảng trống nơi sợi nhựa có thể xuất hiện.
Vì đầu phun luôn di chuyển trong các khu vực đã được lấp đầy hoặc in một phần, nên bất kỳ sự rỉ nhựa nào cũng ít có khả năng xuất hiện dưới dạng sợi rõ ràng. Việc kích hoạt tính năng này khá đơn giản; bạn chỉ cần bật nó trong phần mềm slicer và quan sát xem nó ảnh hưởng như thế nào đến độ sạch của bản in cuối cùng.
Giống như bất kỳ tính năng nào của slicer, tính năng này có thể không hoạt động hoàn hảo cho mọi mô hình. Nó có thể không loại bỏ hoàn toàn hiện tượng kéo sợi đối với các chi tiết lớn hoặc phức tạp, nhưng thường đủ để giúp công đoạn hậu kỳ trở nên dễ dàng hơn sau khi in.
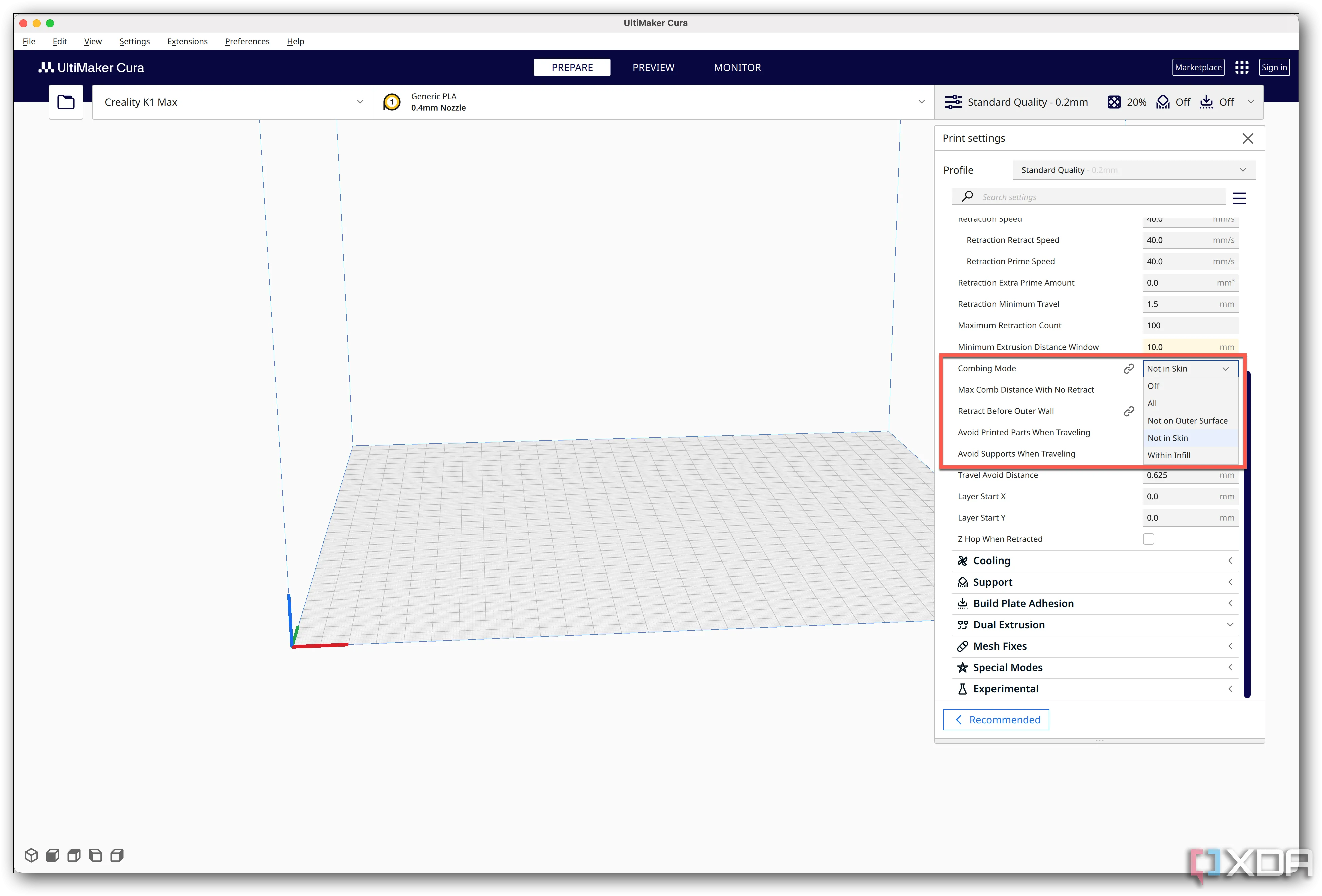 Tùy chọn Combing (Chải) trong Cura giúp tối ưu đường đi của đầu phun và tránh kéo sợi
Tùy chọn Combing (Chải) trong Cura giúp tối ưu đường đi của đầu phun và tránh kéo sợi
4. Thử Nghiệm Với Tính Năng Coasting Hoặc Wipe
Phương pháp dựa trên slicer để kiểm soát lượng nhựa thừa bị rỉ ra
Một số phần mềm slicer cung cấp các tùy chọn khác như “coasting” (quán tính) và “wiping” (lau). Coasting hoạt động giống như một khoảng dừng rất nhỏ trước khi đầu phun hoàn thành một phần in. Bằng cách này, áp lực bên trong đầu phun được giải phóng dần, ngăn chặn việc rỉ nhựa khi đầu phun di chuyển đi chỗ khác.
Wiping là hành động đầu phun chạm nhẹ vào một đường hoặc một tháp đã in trước đó trước khi tiếp tục. Nó giúp loại bỏ bất kỳ lượng nhựa thừa nào còn sót lại trên đầu phun, ngăn không cho chúng tạo thành sợi trong quá trình di chuyển. Các tính năng này có thể rất hữu ích, nhưng đôi khi bạn cần hiệu chỉnh chúng để tránh các khoảng trống hoặc điểm yếu ở cuối lớp in.
Nếu phần mềm slicer của bạn có các tính năng này, hãy bật chúng lên từng cái một. In một vài mẫu hiệu chuẩn nhỏ và điều chỉnh các cài đặt cho đến khi bạn tìm thấy sự cân bằng hoàn hảo. Bạn thậm chí có thể thấy rằng sự kết hợp giữa coasting và wiping có thể làm giảm đáng kể hiện tượng kéo sợi.
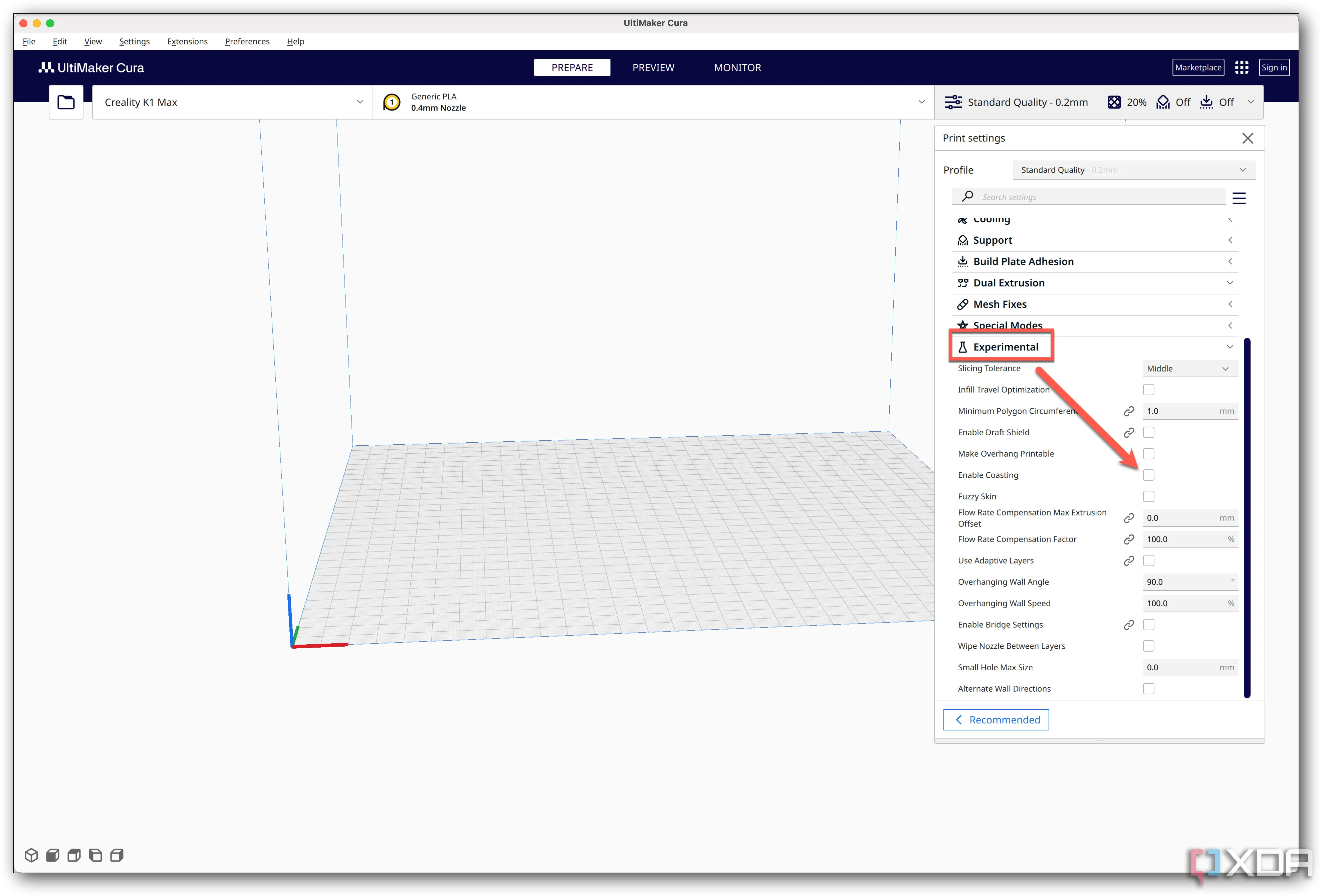 Cài đặt tính năng Coasting (Quán tính) trong phần mềm slicer Cura để ngăn rỉ nhựa
Cài đặt tính năng Coasting (Quán tính) trong phần mềm slicer Cura để ngăn rỉ nhựa
5. Cẩn Thận Hạ Nhiệt Độ Đầu Phun
Tìm điểm nhiệt độ lý tưởng cho filament để ngăn chặn rỉ nhựa
Nhiệt độ in có thể tạo ra sự khác biệt lớn trong cách filament hoạt động. Nếu bạn in ở nhiệt độ quá cao, filament có thể trở nên quá mềm và dễ dàng rỉ ra khi đầu phun di chuyển. Ngay cả việc giảm nhiệt độ chỉ 5 đến 10 độ C cũng có thể tạo ra sự khác biệt đáng kể trong việc giảm hiện tượng kéo sợi.
Tuy nhiên, hãy cẩn thận đừng giảm nhiệt độ quá thấp; filament có thể không đùn ra đủ hoặc các lớp in sẽ không kết dính vào nhau. Vì vậy, hãy luôn theo dõi chất lượng bản in của bạn, đặc biệt là các đường lớp và khả năng bắc cầu (bridging). Một khi bạn tìm thấy phạm vi nhiệt độ hoạt động tốt, hãy duy trì nó.
Phương pháp này hiệu quả vì nó dựa trên sự hiểu biết về hành vi của vật liệu. Việc điều chỉnh nhiệt độ cho phép bạn kiểm soát cách filament đùn ra và kết dính. Sử dụng cài đặt làm mát chính xác cũng có thể cải thiện khả năng ngăn ngừa sợi nhựa hình thành.
6. Cải Thiện Hệ Thống Làm Mát Bộ Phận Và Luồng Khí
Điều chỉnh quạt để đảm bảo làm mát filament đúng cách
Để ngăn chặn hiện tượng kéo sợi, điều quan trọng là phải để mỗi lớp filament nguội và đông đặc kịp thời. Nhựa vẫn còn nóng chảy quá lâu có thể dính vào đầu phun hoặc tạo ra các mạng lưới mỏng. Quạt làm mát giúp nhựa mới đùn ra đông cứng nhanh chóng, giảm thiểu lượng nhựa dư thừa.
Nhưng hãy cẩn thận đừng làm mát quá mức, đặc biệt nếu bạn đang sử dụng các vật liệu như ABS hoặc PETG. Hãy điều chỉnh tốc độ quạt của bạn cho phù hợp. Bạn cũng có thể sử dụng một ống dẫn quạt đặc biệt để hướng luồng khí chính xác đến vị trí cần thiết, tránh xa đầu phun.
Hầu hết thời gian, một thiết lập làm mát tốt và một vài điều chỉnh nhiệt độ sẽ giải quyết được vấn đề. Sau mỗi lần điều chỉnh, hãy theo dõi các bản in của bạn để xem cài đặt nào hoạt động tốt nhất cho bạn.
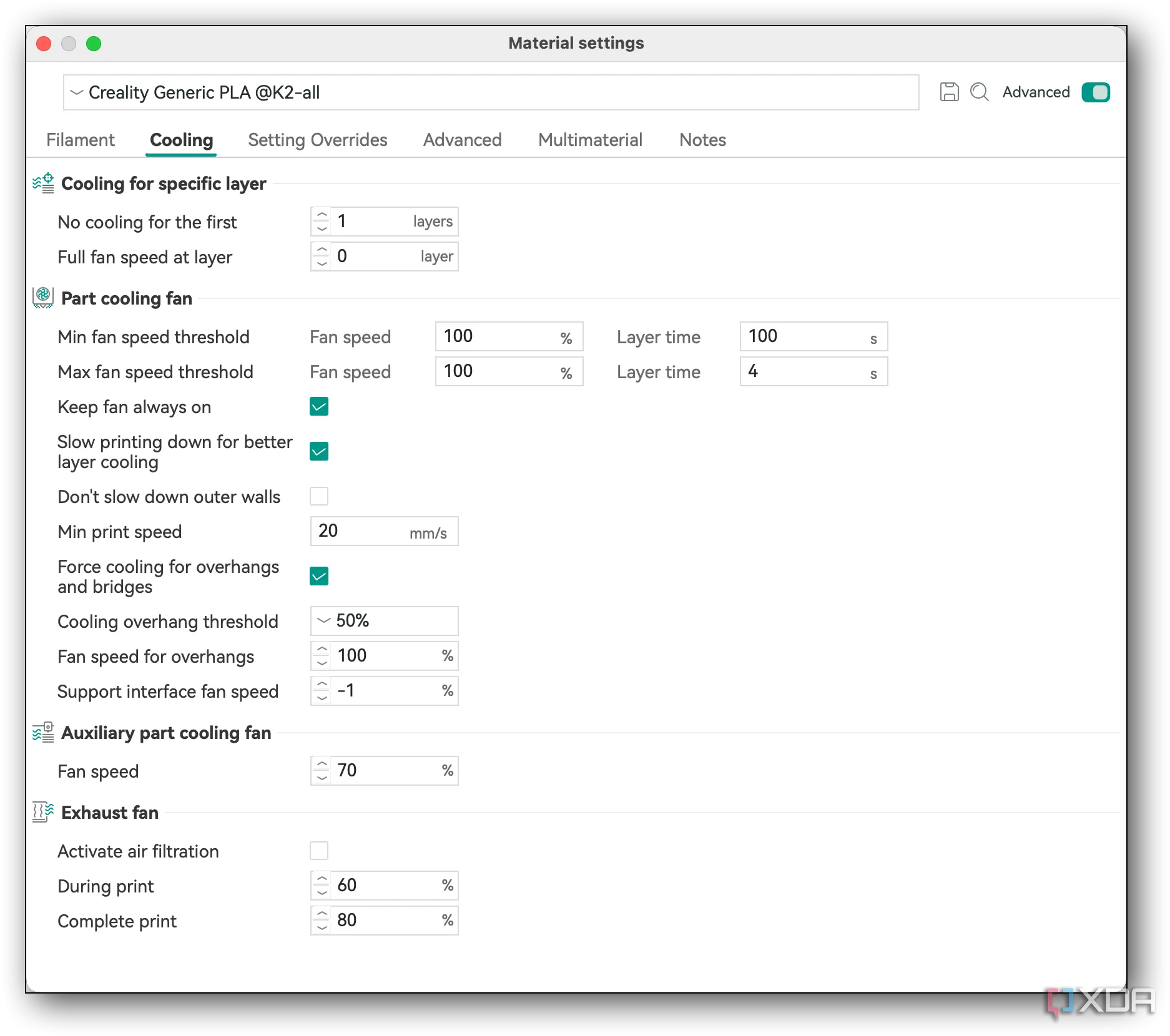 Điều chỉnh tốc độ quạt làm mát bộ phận (Part Cooling) trong Orca Slicer giúp filament đông đặc nhanh hơn
Điều chỉnh tốc độ quạt làm mát bộ phận (Part Cooling) trong Orca Slicer giúp filament đông đặc nhanh hơn
7. Tinh Chỉnh Tốc Độ Rút Dây (Retraction Speed) Cẩn Thận
Kéo nhựa về với tốc độ vừa phải
Rút dây (retraction) là một kỹ thuật quan trọng để giữ cho filament không bị rỉ ra trong quá trình di chuyển không in. Tốc độ mà bộ đùn quay ngược lại để kéo filament lên đầu phun rất quan trọng đối với độ sạch của các đường di chuyển. Tốc độ rút dây nhanh hơn thường kéo filament về nhanh chóng, nhưng nó có thể gây mài mòn hoặc kẹt nếu quá nhanh.
Mặt khác, tốc độ rút dây chậm hơn có thể để lại nhựa nóng chảy gần đầu phun trong một thời gian, điều này có thể gây rỉ nhựa. Tốc độ rút dây tốt nhất thường nằm ở mức trung bình. Hầu hết các phần mềm slicer cho phép bạn thay đổi tốc độ rút dây theo milimet mỗi giây, vì vậy bạn có thể thực hiện những thay đổi nhỏ và kiểm tra với một bản in hiệu chuẩn đơn giản để xem cái nào hoạt động tốt nhất.
Việc điều chỉnh này mất một chút thời gian để đạt được sự chính xác, nhưng với một vài bản in thử nghiệm ngắn, bạn có thể thấy cách các thay đổi trong tốc độ rút dây ảnh hưởng đến hiện tượng kéo sợi cuối cùng. Khi bạn tìm thấy tốc độ không gây kéo sợi mà không làm hỏng filament, bạn sẽ nhận thấy sự cải thiện đáng kể về chất lượng in.
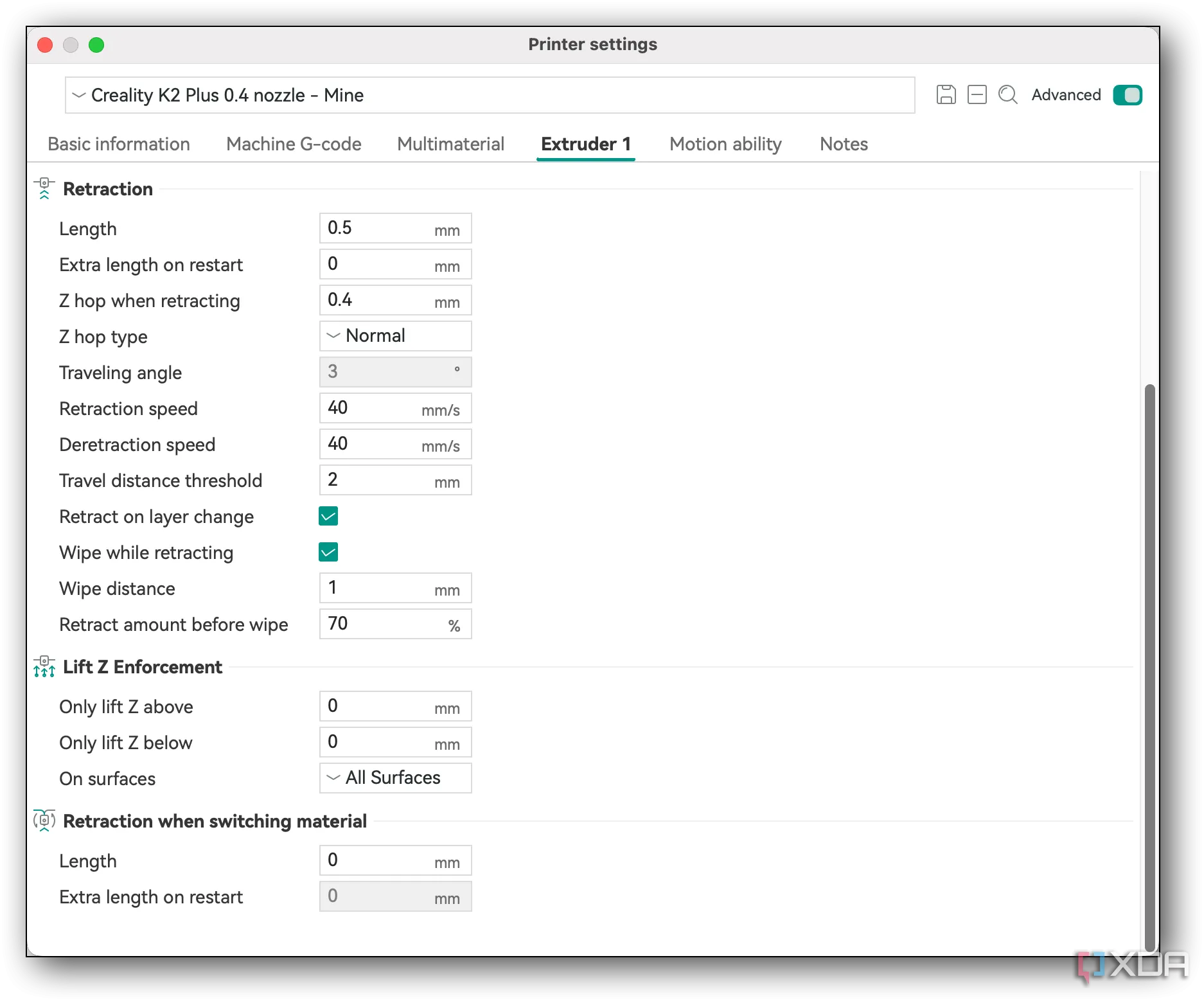 Tối ưu cài đặt tốc độ rút dây (Retraction Speed) trong Orca Slicer để giảm stringing
Tối ưu cài đặt tốc độ rút dây (Retraction Speed) trong Orca Slicer để giảm stringing
8. Điều Chỉnh Khoảng Cách Rút Dây (Retraction Distance) Chính Xác
Tinh chỉnh chiều dài rút dây để có các đường di chuyển sạch hơn
Tốc độ và khoảng cách rút dây giống như hai người bạn thân. Khoảng cách rút dây càng dài, càng ít nhựa nóng chảy rỉ ra, nhưng quá nhiều có thể gây tắc nghẽn, chậm trễ hoặc tạo ra các điểm mỏng.
Những thay đổi nhỏ trong khoảng cách rút dây có thể tạo ra sự khác biệt lớn trong việc giảm hiện tượng kéo sợi. Một số máy in hoặc loại filament cần rút dây ngắn, trong khi những loại khác cần kéo lùi nhiều hơn. Ngay cả những khác biệt nhỏ, như một phần mười milimet, cũng có thể tạo ra sự khác biệt lớn giữa một bản in bị kéo sợi và một bản in hoàn hảo.
Để tìm khoảng cách rút dây hoàn hảo, bạn có thể thực hiện một vài bản in hiệu chuẩn. Thay đổi khoảng cách và quan sát cách bản in trông như thế nào. Chọn cài đặt mang lại kết quả sạch nhất mà không gây ra tình trạng đùn thiếu (under-extrusion). Khi bạn tìm thấy cài đặt hoàn hảo, nó thường khá nhất quán giữa các mô hình khác nhau.
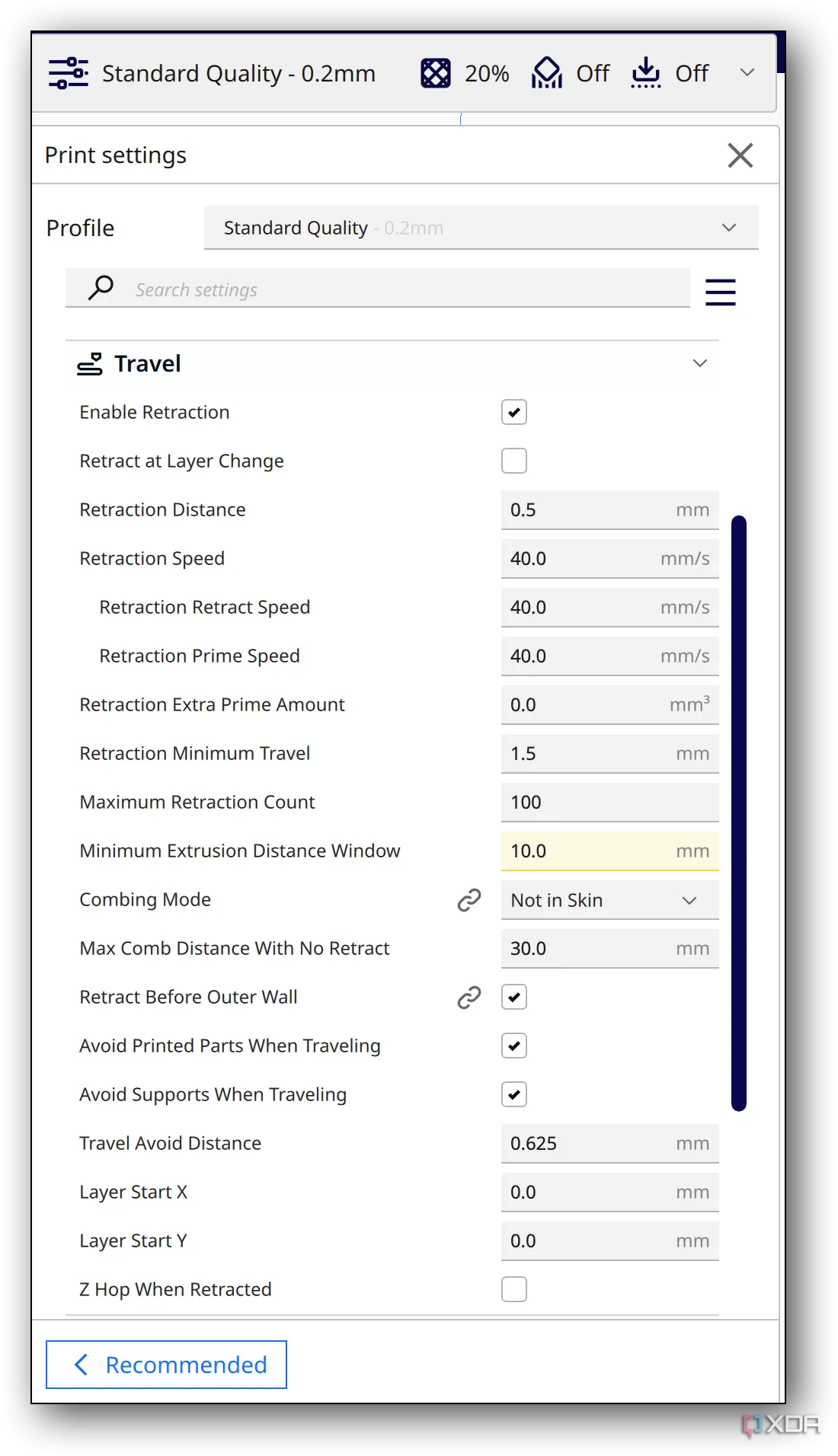 Điều chỉnh khoảng cách rút dây (Retraction Distance) trong Cura để kiểm soát rỉ nhựa hiệu quả
Điều chỉnh khoảng cách rút dây (Retraction Distance) trong Cura để kiểm soát rỉ nhựa hiệu quả
9. Giữ Filament Khô Ráo Và Được Bảo Vệ
Bảo quản vật liệu bằng cách tránh các vấn đề về độ ẩm
Ngay cả những cài đặt máy in tiên tiến nhất cũng có thể bị ảnh hưởng nếu filament của bạn bị ẩm. Độ ẩm trong filament có thể bốc hơi ở nhiệt độ được nung nóng, tạo ra các túi hơi nước gây ra dòng chảy không đều và rất nhiều sự rỉ nhựa. Theo thời gian, điều này dẫn đến nhiều hiện tượng kéo sợi hơn và các điểm thô ráp trên bản in.
Hãy bảo quản các cuộn filament trong hộp kín với các gói hút ẩm hoặc đầu tư vào một máy sấy filament chuyên dụng. Nếu bạn thấy có tiếng lách tách hoặc bong bóng trong nhựa đùn ra, đó có thể là dấu hiệu cho thấy vật liệu cần được sấy khô. Các loại filament khác nhau hấp thụ độ ẩm ở các tốc độ khác nhau, vì vậy điều cần thiết là phải biết độ ẩm ảnh hưởng như thế nào đến từng loại bạn sử dụng.
Bằng cách giữ cho filament của bạn khô ráo, bạn có thể tránh được hư hỏng do độ ẩm đối với các cài đặt in của mình. Filament khô hoạt động tốt hơn và giúp kiểm soát hiện tượng kéo sợi.
 Bảo quản cuộn nhựa in 3D (filament) trong hộp kín kèm gói hút ẩm để tránh ẩm mốc
Bảo quản cuộn nhựa in 3D (filament) trong hộp kín kèm gói hút ẩm để tránh ẩm mốc
10. Lựa Chọn Vật Liệu Chất Lượng Cao Để Đạt Hiệu Quả Tối Ưu
Đầu tư vào filament nhất quán để có kết quả hàng đầu
Khi nói đến chất lượng filament, tất cả là về sự nhất quán. Filament giá rẻ có thể có đường kính không nhất quán, chứa chất độn hoặc có đặc tính nóng chảy không đồng đều, tất cả đều có thể gây ra hiện tượng kéo sợi. Tuy nhiên, filament cao cấp đáng giá hơn vì nó nhất quán và đáng tin cậy hơn, giảm thiểu khả năng lãng phí bản in và sự thất vọng.
Nhiều thương hiệu filament lớn cung cấp bảng dữ liệu chi tiết với các cài đặt nhiệt độ và tốc độ được khuyến nghị. Việc tuân thủ các hướng dẫn này có thể tạo ra sự khác biệt lớn ngay từ đầu. Và nếu bạn thử các thương hiệu khác nhau, bạn có thể tìm thấy những loại hoạt động tốt nhất cho máy in và các mô hình bạn in.
Đầu tư vào filament chất lượng cao có thể là yếu tố thay đổi cuộc chơi nếu bạn đã tối ưu hóa các cài đặt của máy in nhưng vẫn gặp vấn đề về kéo sợi. Một khi bạn trải nghiệm sự cải thiện về độ nhất quán, bạn có thể thấy rằng chi phí tăng thêm là hoàn toàn xứng đáng.
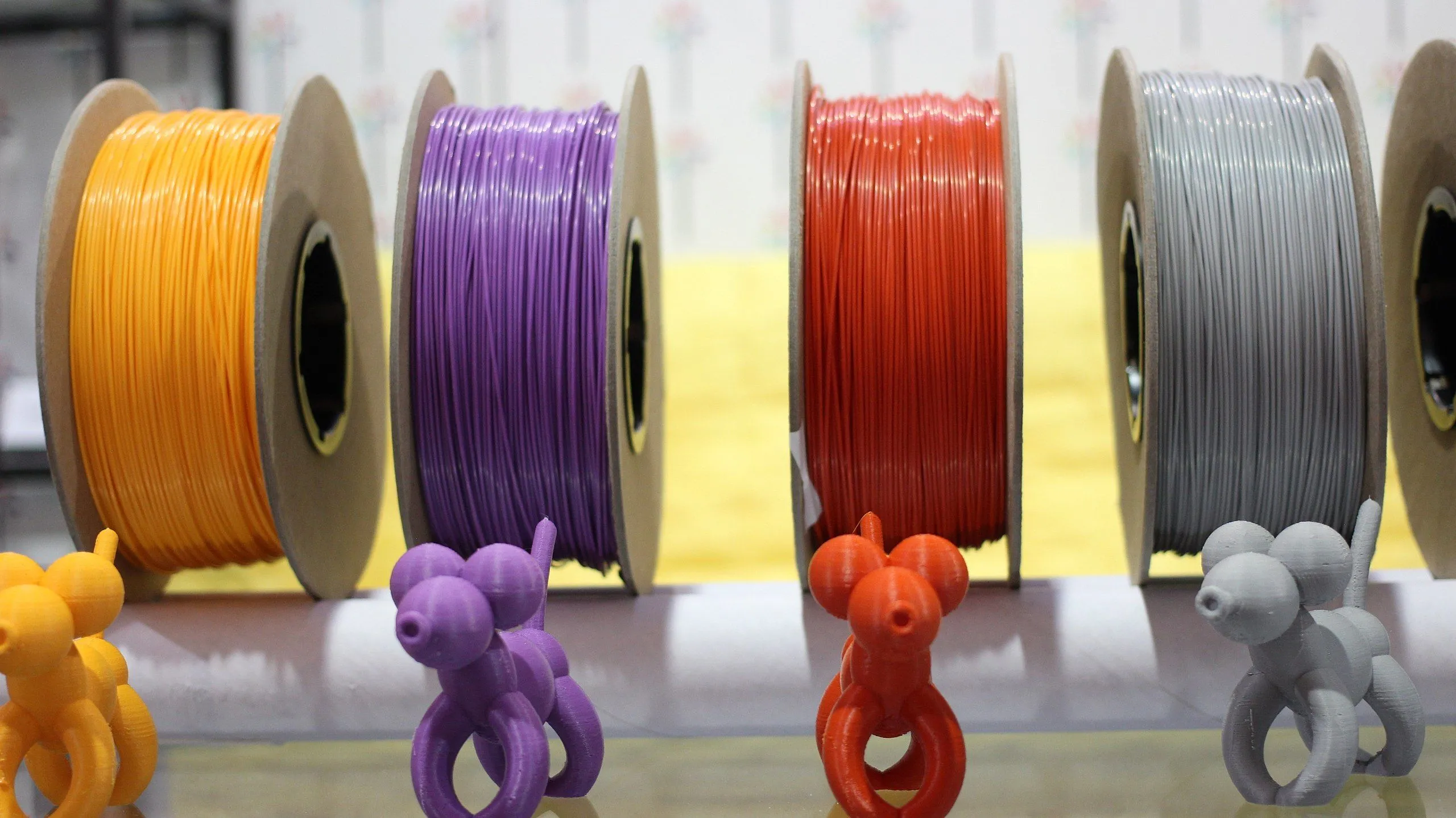 Các loại vật liệu nhựa in 3D chất lượng cao đảm bảo độ ổn định và giảm lỗi in ấn
Các loại vật liệu nhựa in 3D chất lượng cao đảm bảo độ ổn định và giảm lỗi in ấn
Kiểm tra các thay đổi trên vật thể hiệu chuẩn
Các bài kiểm tra kéo sợi với các vật thể hiệu chuẩn là một cách tuyệt vời để xem các thay đổi đối với cài đặt máy in của bạn ảnh hưởng như thế nào đến filament không mong muốn. Các mô hình đặc biệt này có nhiều tháp hoặc trụ khiến đầu phun di chuyển qua không gian trống, để lại những sợi mỏng. Bằng cách đo số lượng sợi được tạo ra trong các chuyển động này, bạn có thể biết cài đặt rút dây, tốc độ hoặc nhiệt độ của mình có hoạt động tốt hay không hoặc liệu bạn có cần điều chỉnh.
Bạn có thể tìm thấy các vật thể hiệu chuẩn được tạo sẵn trực tuyến. Một số, như Funky Hollow Calibration Cube, được thiết kế rõ ràng để kiểm tra các vấn đề như kéo sợi và cấu hình rút dây sai. Chúng dễ in và không sử dụng nhiều filament, vì vậy bạn có thể so sánh các cài đặt khác nhau một cách nhanh chóng. Sau mỗi lần kiểm tra, hãy kiểm tra các trụ xem có sợi filament mỏng nào không và xem chúng phổ biến nhất ở đâu. Với một chút kiên nhẫn và quan sát cẩn thận, bạn sẽ có thể tìm thấy sự kết hợp hoàn hảo giữa các cài đặt máy in sẽ mang lại cho bạn những bộ phận mượt mà hơn và ít công việc hậu kỳ hơn trong các bản in 3D cuối cùng của mình.
Kết hợp mọi chiến lược để có bản in sạch hơn
Những phương pháp này là điểm khởi đầu tuyệt vời để giảm hiện tượng kéo sợi trong các bản in 3D của bạn. Hãy thử các thay đổi như điều chỉnh tốc độ và chuyển động, tinh chỉnh cài đặt rút dây và đảm bảo filament của bạn ở trạng thái tốt. Bắt đầu với những thay đổi đơn giản, như giảm tốc độ in hoặc bật tính năng tránh viền. Sau đó, chuyển sang những thứ phức tạp hơn như hiệu chuẩn rút dây. Cách tốt nhất để thực hiện điều này là thực hiện những cải tiến nhỏ theo thời gian. Hãy tiếp tục thử nghiệm và kiên nhẫn, bạn sẽ có được những bản in mượt mà, chuyên nghiệp hơn mà không cần nhiều công đoạn hậu kỳ.