In 3D là một công nghệ đầy thú vị, mang đến khả năng biến những ý tưởng sáng tạo thành hiện thực và giải quyết vô số vấn đề trong cuộc sống hàng ngày. Tuy nhiên, đối với những người mới bắt đầu khám phá các kỹ thuật, công cụ và vật liệu sẵn có, quá trình này đôi khi có thể gây choáng ngợp. Tin tốt là có nhiều phương pháp đã được chứng minh có thể cải thiện đáng kể chất lượng và độ tin cậy của các bản in 3D của bạn. Bằng cách áp dụng những bước tối ưu này, bạn có thể tránh được những lỗi phổ biến và khai thác tối đa khả năng của chiếc máy in 3D của mình. Các mẹo sau đây sẽ giúp bạn tinh chỉnh quy trình, tăng cường sự tự tin và tạo ra những dự án ấn tượng, nâng tầm bản in 3D lên một đẳng cấp mới.
 Ví in 3D màu xanh lá cây đặt trên bàn, thể hiện sản phẩm có thể tạo ra từ máy in 3D chất lượng cao
Ví in 3D màu xanh lá cây đặt trên bàn, thể hiện sản phẩm có thể tạo ra từ máy in 3D chất lượng cao
1. Căn Chỉnh Tổng Thể Máy In 3D Của Bạn
Tập trung vào độ căng dây đai và các bước kiểm tra độ chính xác chuyển động
Việc căn chỉnh máy in 3D không chỉ dừng lại ở việc cân bằng bàn in cơ bản. Tối ưu hóa từng yếu tố cơ học có thể cải thiện đáng kể chất lượng bản in. Bắt đầu với dây đai, đảm bảo độ căng chính xác để các chuyển động mượt mà và chuẩn xác. Nếu máy in của bạn hỗ trợ các tính năng như input-shaping, hãy tìm hiểu để chống lại sự cộng hưởng cơ học từ những thay đổi hướng nhanh chóng. Giám sát việc căn chỉnh động cơ bước (stepper motor) để duy trì dung sai chuyển động chấp nhận được và giảm thiểu tình trạng lệch lớp in. Những tinh chỉnh nhỏ này sẽ tạo ra nền tảng cho kết quả in nhất quán và chính xác.
Thường xuyên kiểm tra hệ thống chuyển động của máy in để phát hiện sớm các vấn đề. Hiện tượng “ringing” (gợn sóng) hoặc “ghosting” (bóng mờ) thường chỉ ra rằng độ căng dây đai hoặc cài đặt gia tốc cần được điều chỉnh. Thử nghiệm tinh chỉnh các giá trị “jerk” hoặc “acceleration” để giảm các lỗi in dễ thấy. Đo các khối thử nghiệm đã in và so sánh kích thước để xác minh độ chính xác chuyển động. Việc ghi lại các thay đổi sẽ giúp bạn tự tin hơn và tối ưu hóa thiết lập căn chỉnh của mình.
Các yếu tố môi trường cũng ảnh hưởng đến dung sai. Giữ máy in của bạn trên một bề mặt ổn định và tránh các chuyển động đột ngột hoặc thay đổi nhiệt độ có thể gây ra lỗi. Chú ý đến vòng bi, mòn thanh dẫn hướng hoặc các vấn đề bôi trơn, vì chúng ảnh hưởng đến độ mượt của trục. Kiểm tra và điều chỉnh nhất quán sẽ củng cố nền tảng để có độ bám dính tốt hơn, chất lượng in 3D cao hơn và độ tin cậy được nâng cao.
2. Lựa Chọn Sợi Nhựa (Filament) Phù Hợp Để Đạt Kết Quả Đáng Tin Cậy
Cân nhắc đặc tính vật liệu để đảm bảo hiệu suất ổn định
Việc lựa chọn sợi nhựa có tác động đáng kể đến kết quả của dự án in 3D. Các vật liệu khác nhau có đặc tính riêng biệt, chẳng hạn như điểm nóng chảy, độ bền kéo và độ linh hoạt. Ví dụ, ABS hoặc nylon phù hợp cho độ bền, nhưng chúng đòi hỏi một quá trình học hỏi về cài đặt nhiệt độ và độ bám dính bàn in. PLA lý tưởng cho tính thẩm mỹ và sự đơn giản, yêu cầu nhiệt độ thấp hơn và độ bám dính đáng tin cậy. Việc hiểu rõ những khác biệt này sẽ giúp bạn chọn sợi nhựa in 3D phù hợp.
Bảo quản sợi nhựa là rất quan trọng đối với chất lượng in. Hầu hết các loại sợi nhựa đều hút ẩm, gây ra hiện tượng đùn không đều hoặc rút sợi (stringing). Để giảm thiểu các vấn đề về độ ẩm, hãy bảo quản cuộn sợi trong hộp kín với gói hút ẩm. Kiểm tra sợi nhựa trước khi nạp, đặc biệt nếu nó đã được bảo quản trong một thời gian. Xử lý cẩn thận sẽ giảm thiểu các lỗi in.
Thử nghiệm với các loại sợi nhựa mới mang lại nhiều khả năng thú vị. Sợi nhựa linh hoạt (flexible filaments) tạo ra các bộ phận có thể uốn cong, trong khi sợi nhựa composite với các hạt gỗ hoặc kim loại mang lại kết cấu độc đáo. In các mẫu thử nghiệm nhỏ để tối ưu hóa cài đặt nhiệt độ, độ bám dính bàn in và rút sợi cho từng loại sợi. Điều này giúp bạn khám phá các sắc thái của chúng trước khi thực hiện một dự án quy mô lớn.
3. Tối Ưu Hóa Cài Đặt Slicing Để Cải Thiện Chất Lượng In
Tinh chỉnh tốc độ đùn nhựa, rút sợi và điều chỉnh lớp in cẩn thận
Phần mềm cắt lớp (slicing software) có nhiệm vụ chuyển đổi mô hình 3D của bạn thành dữ liệu mà máy in có thể hiểu được. Việc điều chỉnh tốc độ đùn nhựa (flow rate) giúp quản lý lượng vật liệu đùn ra, ảnh hưởng đến độ chính xác kích thước và độ hoàn thiện bề mặt. Bắt đầu với các cài đặt mặc định và thực hiện các bản in thử nghiệm để tối ưu hóa tốc độ đùn nhựa. Cài đặt rút sợi (retraction settings) giúp giảm thiểu tình trạng kéo sợi và các cục nhỏ trong quá trình di chuyển đầu in. Điều chỉnh độ dài và tốc độ rút sợi sẽ tăng cường độ rõ nét trên các bản in phức tạp. Cân bằng các yếu tố này đảm bảo các cạnh sắc nét và các lớp in nhất quán.
Chiều cao lớp (layer height) và tốc độ in ảnh hưởng đến hình thức và thời gian sản xuất. Chiều cao lớp nhỏ hơn tạo ra bề mặt mịn hơn nhưng kéo dài thời gian in. Tốc độ cao hơn có thể tạo ra các hiện vật hoặc giảm độ chính xác. Chú ý đến cài đặt làm mát (cooling settings) cho các chi tiết nhô ra (overhangs) hoặc các chi tiết phức tạp. Sử dụng các công cụ xem trước để xác định các điểm kiểm soát luồng khí. Tinh chỉnh cấu hình slicer của bạn giúp điều chỉnh chất lượng in theo yêu cầu thiết kế, từ các nguyên mẫu nhanh chóng đến các sản phẩm trưng bày.
Chọn mẫu điền đầy (infill pattern) chính xác để có độ bền và sử dụng vật liệu hiệu quả. Các tùy chọn như gyroid hoặc triangular infill giúp các bộ phận cứng chắc mà không tăng trọng lượng. Cân nhắc điền đầy một phần hoặc thay đổi để tiết kiệm vật liệu cho các phần không cấu trúc. Thử nghiệm với các tính năng nâng cao của slicer sẽ cải thiện chất lượng in 3D và hiệu quả quy trình làm việc của bạn.
4. Bảo Trì Phần Cứng Thường Xuyên Cho Quá Trình In Thành Công
Giữ các bộ phận thiết yếu luôn sạch sẽ để duy trì hiệu suất cơ học ổn định
Bảo trì máy in 3D thường xuyên giúp ngăn ngừa các sự cố không đáng có. Bụi bẩn và mảnh vụn trên các thanh dẫn hướng, dây đai hoặc quạt có thể gây ra chuyển động không nhất quán và giảm hiệu quả làm mát. Vệ sinh nhẹ nhàng bằng bàn chải mềm hoặc khí nén sẽ loại bỏ các hạt bụi mà không làm hỏng các bộ phận nhạy cảm. Giữ vòi phun (nozzle) không bị cặn sợi nhựa để giảm tắc nghẽn, gây gián đoạn quá trình in. Đưa việc bảo trì máy in 3D vào thói quen của bạn để tiết kiệm thời gian và vật liệu từ các bản in bị lỗi.
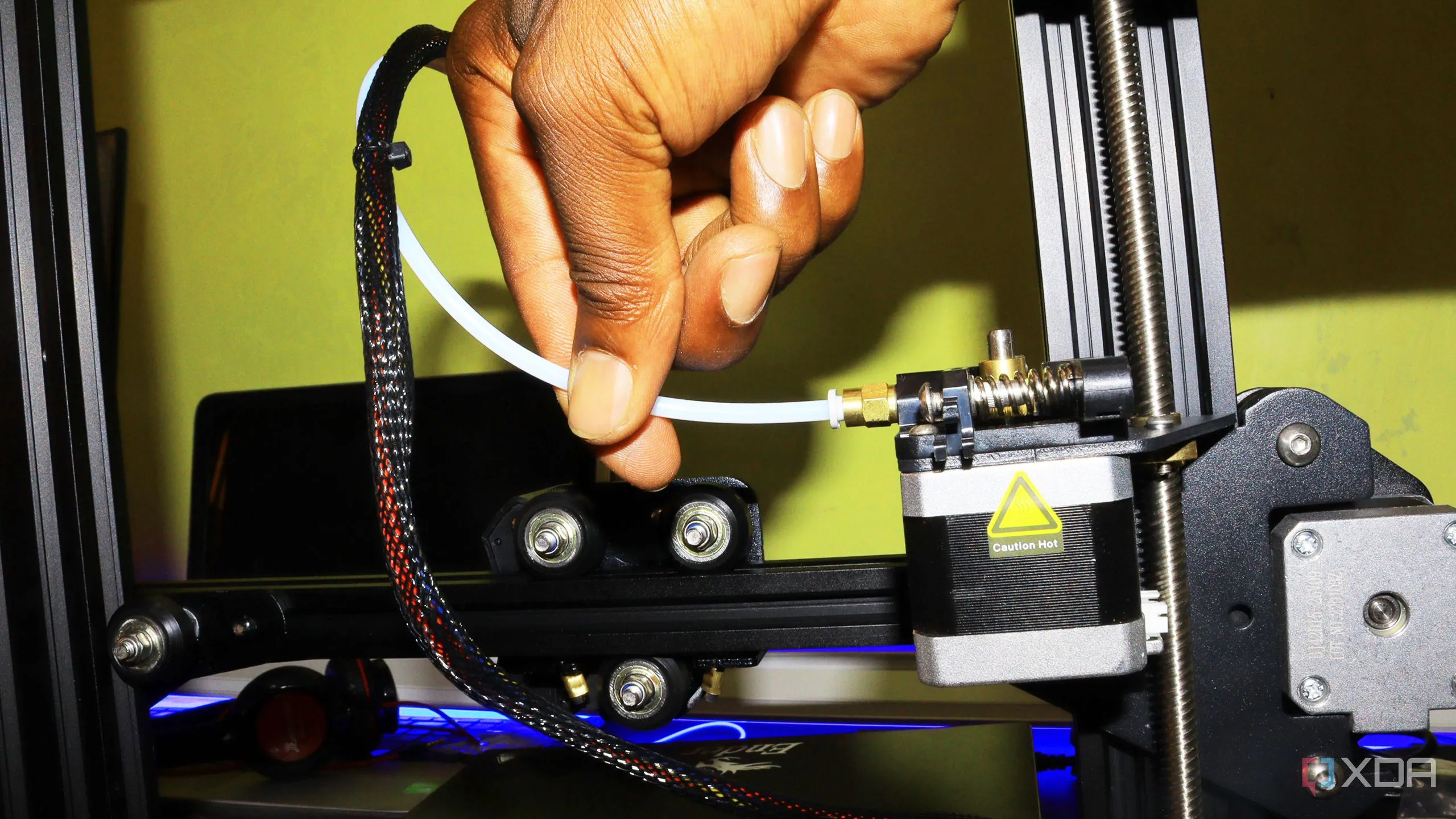 Bàn tay đang lắp ống Bowden vào đầu in của máy in 3D, minh họa việc bảo trì và thay thế linh kiện
Bàn tay đang lắp ống Bowden vào đầu in của máy in 3D, minh họa việc bảo trì và thay thế linh kiện
Bôi trơn là chìa khóa để vận hành trơn tru. Sử dụng dầu hoặc mỡ được nhà sản xuất khuyến nghị một cách tiết kiệm để các bộ phận trượt tự do mà không hút bụi bẩn. Kiểm tra dây đai về độ căng và xơ rách, những yếu tố có thể gây ra chuyển động không chính xác. Giải quyết các vấn đề này kịp thời để ngăn ngừa hư hỏng và duy trì độ chính xác. Nếu thiết bị của bạn có các bộ phận chuyên dụng, chẳng hạn như bộ đùn trực tiếp (direct-drive extruder) hoặc thanh Z kép (dual Z-axis rods), hãy tuân thủ hướng dẫn cụ thể của thương hiệu để bảo dưỡng.
Thực hiện các bài kiểm tra căn chỉnh nhỏ định kỳ để xác nhận tình trạng của máy in. Một khối hoặc hình trụ đơn giản có thể tiết lộ các bước dịch chuyển hoặc lệch lạc. Những bài kiểm tra nhanh này cung cấp cái nhìn sâu sắc có giá trị về các mối lo ngại tiềm ẩn về cơ học hoặc phần mềm. Phát hiện các bất thường sớm sẽ giúp bạn tránh những rắc rối lớn hơn về sau. Bảo trì nhất quán xây dựng sự tự tin vào độ tin cậy của thiết bị.
5. Thử Nghiệm Với Cấu Trúc Hỗ Trợ Để Có Các Chi Tiết Nhô Ra Tốt Hơn
Kiểm soát các chi tiết cầu nối và góc để giảm lỗi in
Cấu trúc hỗ trợ in 3D rất quan trọng đối với các mô hình có chi tiết nhô ra (overhangs) hoặc hình dạng phức tạp. Các cấu trúc hỗ trợ được định vị chính xác đảm bảo sự ổn định trong quá trình in, đặc biệt đối với các mô hình kéo dài theo chiều ngang mà không có nền móng. Tối ưu hóa vị trí hỗ trợ để tránh mật độ quá mức hoặc quá thưa. Hỗ trợ quá dày sẽ khó loại bỏ, trong khi hỗ trợ quá thưa có thể gây cong vênh hoặc biến dạng. Cân bằng các yếu tố này sẽ giảm thiểu các tác vụ hậu xử lý.
Khi xác định nhu cầu hỗ trợ, hãy chú ý đến các góc. Hầu hết các phần mềm slicer cho phép bạn xác định ngưỡng nhô ra để thêm hỗ trợ. Cân nhắc mật độ hỗ trợ cao hơn cho các góc dốc để duy trì độ chắc chắn và các cầu nối (bridging) sạch sẽ. Kế hoạch bổ sung này giúp cải thiện các bản in với hình dạng phức tạp trải dài trong không gian trống. Việc giảm thiểu sự đổ vỡ hoặc các lớp không hoàn hảo sẽ mang lại bề mặt sạch hơn sau khi loại bỏ hỗ trợ.
Cân nhắc chiến lược loại bỏ hỗ trợ tốt nhất cho loại sợi nhựa của bạn. PLA dễ xử lý hơn, trong khi PETG có thể yêu cầu tách cẩn thận để tránh để lại mảnh vụn. Thử nghiệm các mẫu giao diện hỗ trợ khác nhau để ảnh hưởng đến việc loại bỏ và chất lượng bề mặt. Nếu các hỗ trợ khó tách, hãy thử hỗ trợ dễ bóc (breakaway supports) hoặc hỗ trợ hòa tan (soluble supports). Điều chỉnh phương pháp của bạn đảm bảo các cạnh mịn và các chi tiết rõ nét trong các thiết kế phức tạp.
Khám phá những ý tưởng mới và chứng kiến hành trình in 3D của bạn thăng hoa
Mở rộng kiến thức chuyên môn về in 3D đòi hỏi thời gian và sự kiên nhẫn, nhưng nó mang lại những kết quả đáng giá. Bằng cách căn chỉnh máy in của bạn với sự chú ý cẩn thận đến độ căng dây đai, định hình đầu vào và độ chính xác chuyển động, bạn đã xây dựng một nền tảng vững chắc cho mọi công việc. Các điều chỉnh slicer chu đáo như tốc độ đùn nhựa, rút sợi và bảo trì phần cứng cẩn thận sẽ giúp bạn tránh được những lỗi phổ biến. Khi bạn thành thạo các cấu trúc hỗ trợ cho các chi tiết nhô ra và tinh chỉnh việc lựa chọn vật liệu, các bản in của bạn sẽ trở nên bền chắc hơn và đẹp mắt hơn. Mỗi bước tiến đều bổ sung vào cảm giác thành tựu và một danh mục ngày càng phát triển của các dự án sáng tạo, thành công.